不锈钢材是一种新型环保材料,凭借自身具有耐腐蚀性、成型性等特点,在汽车配件领域得到了广泛应用。
在汽车行业中,因不锈钢原料(钢板)的因素,车身必须全部采用焊接方式连接,因此激光焊接在不锈钢的汽车行业应用中占有十分重要的作用。
由于诸多因素的影响,不锈钢板焊接存在变形问题、且控制难度较大,将极大影响不锈钢板在汽车行业的应用。那么,有什么对策呢?
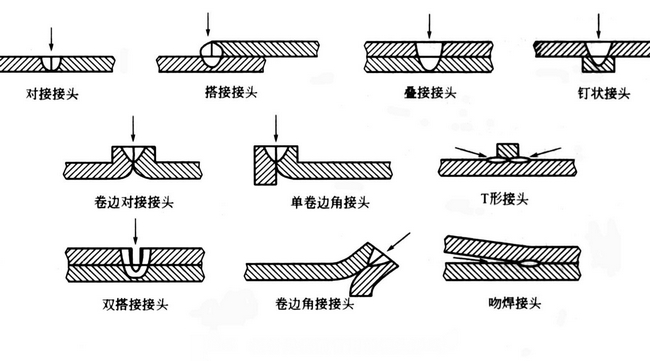
板材焊接前常用的接头形式
激光焊接概述
激光焊接主要是指利用激光能作为热源融化并连接工件的一种焊接方法。激光焊接过程中,激光照射到被焊接材料表面,与其产生作用,一部分被反射、余下的被吸收,进入材料内部,完成焊接目标。简而言之,激光焊接的过程是使用经光学系统聚焦后具有的高功率激光束,照射到被焊材料表面,然后充分利用材料对光能吸收来进行加热等处理袁***后经过冷却形成焊接接头的一种融化焊接过程。通常情况下,激光焊接主要分为热导焊与深熔焊两类。

焊接变形产生的危害及影响焊接变形的主要因素
影响焊接变形的主要因素有焊接电流、脉宽及频率遥。焊接电流增加,焊缝宽度也随之增加,逐渐出现飞溅等现象,导致焊缝表面出现氧化变形情况,并伴有粗糙感;脉冲宽度增加,使得焊接接头强度增加,当脉冲宽度达到一定程度时,材料表面的热传导能量消耗也随之增加,蒸发使得液体从熔池中溅出,导致焊点截面积变小,影响接头强度;焊接频率对不锈钢板焊接变形的影响与钢板厚度等方面息息相关,如针对0.5mm不锈钢板来看,当频率达到2Hz时,焊缝重叠率较高;而当频率达到5Hz时,焊缝灼烧严重,热影响区范围较广,产生变形情况。由此可见,加强对焊接变形的有效控制势在必行。

避免激光焊接变形的有效对策
为了减少激光焊接变形问题,提高不锈钢板焊接质量,可以从优化焊接工艺参数入手,具体操作方法如下:
积极引进正交实验法
正交实验法主要是指一种通过正交表分析和安排多因素试验的数理统计方法。其能够利用较少的试验获取有效的结果,并推断出***佳实施方案。同时,还能够进行深入分析,获取更多相关信息,为具体工作提供依据。一般选择焊接电流、脉冲宽度及激光频率等作为重点考察对象,将焊接变形视为指标,将其控制在***小值,并坚持合理原则,将因素水平控制在适当范围内。如对于厚度为0.5mm的不锈钢板,电流可以控制在80~96I/A之间;频率为2~5f/Hz之间等。
正交表的选择
通常情况下,试验因素水平数应与正交表中的水平数相一致,因素个数应小于正交表中的列数,合理设计正交表能够为后续研究工作提供相应支持和帮助。
试验结果极差分析

通过对厚度为0.5mm不锈钢板试验结果来看,每列极差均不相等,证明各要素不同水平具有特殊性,产生的影响也不尽相同,对激光焊接变形影响依次为电流、脉宽及频率,综合各项因素,激光***佳焊接工艺参数应将电流控制85A,脉宽为7ms,频率为3Hz,将焊接工艺参数控制在三个数值能够保障厚度为0.5mm不锈钢板焊接变形***小。
对于不锈钢板厚度为0.8mm的不锈钢板,在满足焊缝抗拉强度基础上确保变形***小时,应将电流、脉宽及频率等参数分别控制在124A、8ms、4Hz。而厚度为1mm的不锈钢板分别为160A、11MS、5Hz。在激光焊接过程中,焊接人员将各项参数控制在合理范围内,不但能够提高焊接质量和效率,且能够避免钢板变形,满足生产需求。随着科学技术快速发展,控制焊接变形技术也随之发展,如有限元模拟在焊接变形控制中的应用等,通过借助焊接温度及应力避免焊接变形问题,提升不锈钢板应力均衡性,在避免钢板焊接变形的同时,还能够提高焊接质量,从而促进相关领域健康发展。
结论
激光焊接工艺作为一种有效焊接技术,在提高焊接质量等方面发挥着积极作用。但是,受到激光电流等因素的影响,不锈钢板激光焊接存在变形等问题。对此,焊接人员可以采取正交实验法获取不同厚度钢板***佳工艺参数,结合参数进行焊接工作,不断提高焊接质量,从而***大限度避免钢板变形情况的发生。
【扩展阅读】
力顺不锈钢,不锈钢仓储、加工、配送
固话:0510-6689 2161
手机:188 6160 5033
客服QQ:咨询请点击
关键词:激光焊接,钣金焊接,钣金加工
上一篇:材料屈服强度详解 下一篇:四种不锈钢材料冲压成形工艺